
Product Application
Sinuofuhong
Add: No. 14, Zhongnan Road, Wuchang District, Wuhan, Hubei, China
Mobile: +86-15926398980 (Mr. Kang)
Tel: +86-27-87157790 / 87157730
Fax: +86-27-87157780
This document provides basic guidelines for application development using capacitors, also known as EDLC. If questions arise during your development process and are not answered in this document, please contact us.
Life Time
EDLC has a longer life time than secondary batteries, Their cycle life can reach hundreds of thousands of times. The basic end-of-life failure mode for an EDLC is an increase in equivalent series resistance (ESR) and/or a decrease in capacitance. The actual end-of-life criteria are dependent on the application requirements. Prolonged exposure to elevated temperatures, high applied voltage and excessive current will lead to increased ESR and decreased capacitance. Reducing these parameters will lengthen the life time of a supercapacitor. In general, cylindrical EDLC have a similar construction to electrolytic capacitors, having a liquid electrolyte inside an aluminum can sealed with a rubber bung. Over many years, the EDLC will dry out, similar to an electrolytic capacitor, causing high ESR and eventually end-of-life.
Voltage
EDLC are rated with a nominal recommended working or applied voltage. The values provided are set for long life at their maximum rated temperature. If the applied voltage exceeds this recommended voltage, the result will be reduced life time. If the voltage is excessive for a prolonged time period, gas generation will occur inside the EDLC and may result in leakage or rupture of the safety vent. Short-term over voltage can usually be tolerated by the EDLC.
Polarity
EDLC are designed with symmetrical electrodes, meaning they are similar in composition. When an EDLC is first assembled, either electrode can be designated positive or negative. Once the EDLC is charged for the first time during the 100% QA testing operation, the electrodes become polarized. Every EDLC either has a negative stripe or sign denoting polarity. Although they can be shorted to zero volts, the electrodes maintain a very small amount of charge. Reversing polarity is not recommended, however previously charged EDLC have been discharged to -2.5V with no measurable difference in capacitance or ESR.
Note:The longer they are held charged in one direction,the more polarized they become.If reversely charged after prolonged chargeing in one direction,the life of the EDLC may be shortened.
Ambient Temperature
The standard temperature rating is -25℃ to 70℃ for SEE series or -40℃ to 60℃ for SEL series. Temperature in combination with voltage can affect the life time of an EDLC. In general, raising the ambient temperature by 10℃ will decrease the life time of an EDLC by a factor of two. As a result, it is recommended to use the EDLC at the Specified temperature range possible to decrease internal degradation and ESR increase. At temperature lower than normal room temperature, it is possible to apply voltages slightly higher than the recommended working voltage without significant increase in degradation and reduction in life time. Raising the applied voltage at low temperatures can be useful to offset the increased ESR seen at low temperatures. Increased ESR at higher temperatures is a result of permanent degradation/electrolyte decomposition inside the EDLC. At low temperatures, however, increased ESR is only a temporary phenomenon due to the increased viscosity of the electrolyte and slower movement of the ions.
Discharge Characteristics
EDLC discharges with a sloping voltage curve. When determining the capacitance and ESR requirements for an application, it is important to consider both the resistive and capacitive discharge components. In high current pulse applications, the resistive component is the most critical. In low current, long duration applications, the capacitive discharge component is the most critical.
Vdrop = I(R+t/C)
The formula for the voltage drop, Vdrop, during a discharge at I current for t seconds is:
Vdrop = I(R+t/C)
To minimize voltage drop in a pulse application, use an EDLC with low ESR(R value).
To minimize voltage drop in a low current application, use an EDLC with large capacitance(C value).
Charge Methods
.png)
EDLC can be charged using various methods including constant current, constant power,constant voltage or by paralleling to an energy source, i.e. battery, fuel cell, DC converter, etc. If an EDLC is configured in parallel with a battery, adding a low value resistor in series will increase the life of the battery. If a series resistor is used, ensure that the voltage outputs of the EDLC are connected directly to the application and not through the resistor; otherwise the low ESR of the EDLC will be nullified. Many battery systems exhibitdecreased life time when exposed to high current discharge pulses.
The maximum recommended charge current l, for an EDLC where Vw is the charge voltage and R is the EDLC ESR is calculated as below:
I = Vw/5R
Overheating of the EDLC can occur from continuous over current or overvoltage charging.
Overheating can lead to increased ESR, gas generation, decreased life time, leakage, venting or rupture.
Contact the factory if you plan to use a charge current or voltage higher than specified.
Self Discharge and Leakage Current
Self discharge and leakage current are essentially the same thing measured in different ways. Due to the EDLC construction, there is a high-resistance internal current path from the anode to the cathode. This means that in order to maintain the charge on the capacitor a small amount of additional current is required. During charging this is referred to as leakage current. When the charging voltage is removed, and the capacitor is not loaded, this additional current will discharge the EDLC and is referred to as the self discharge current.
In order to get a realistic measurement of leakage or self discharge current the EDLC must be charge for in excess of 100 hours. This again is due to the capacitor construction. The EDLC can be modeled as several capacitors connected in parallel, each with an increasing value of series resistance. The capacitor with low values of series resistance is charged quickly thus increasing the terminal voltage to the same level as the charge voltage. However, if the charge voltage is removed these capacitors will discharge into the parallel capacitors with higher series resistance if they are not fully charged. The result of this is that the terminal voltage will fall, giving the impression of high self discharge current. It should be noted that the higher the capacitance value, the longer it will take for the device to be fully charged.
Series Configurations of EDLC
Individual EDLC is limited to 2.5V for SEE series or 2.7V for SEL series. As many applications require higher voltages, EDLC can be configured in series to increase the working voltage. It is important to ensure that the individual voltage of any single EDLC does not exceed its maximum recommended working voltage as this could result in electrolyte decomposition, gas generation, ESR increase and reduced life time.
Vcap2= 5V x (1.2/(1.2+0.8))=3V
Capacitor voltage imbalance is caused, during charge and discharge, by differences in capacitance value and, in steady state, by differences in capacitor leakage current. During charging series connected capacitors will act as a voltage divider so higher capacitance devices will receive greater voltage stress. For example if two 1F capacitors are connected in series, one at +20% of nominal capacitance the other at -20% the worst-case voltage across the capacitors is given by:
Vcap2 = Vsupply x (Ccapl/(Ccapl+Ccap2))
where Ccapl has the +20% capacitance. So for a Vsupply = 5V.
Vcap2 = 5V x (1.2/(1.2+0.8)) = 3V
From this it can be seen that, in order to avoid exceeding the EDLC surge voltage rating of 3V, the capacitance values of series connected parts must fall in a +20% tolerance range. Alternatively a suitable active voltage balancing circuit can be employed to reduce voltage imbalance due to capacitance mismatch. It should be noted that the most appropriate method of voltage balancing will be application specific.
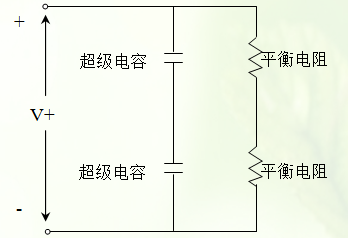
Passive Voltage Balancing
Passive voltage balancing uses voltage-dividing resistors in parallel with each EDLC. This allows current to flow around the EDLC at a higher voltage level into the EDLC at a lower voltage level, thus balancing the voltage. It is important to choose balancing resistor values that provide for higher current flow than the anticipated leakage current of the EDLC, bearing in mind that the leakage current will increase at higher temperatures.
Passive voltage balancing is only recommended for applications that don't regularly charge and discharge the EDLC and that can tolerate the additional load current of the balancing resistors. It is suggested that the balancing resistors be selected to give additional current flow of at least 50 times the worst-case EDLC leakage current (3.3kΩ t0 22kΩ depending on maximum operating temperature). Although higher values of balancing resistor will work in most cases they are unlikely to provide adequate protection when significantly mismatched parts are connected in series.
Active Voltage Balancing
Active voltage balancing circuits force the voltage at the nodes of series connected EDLC to be the same as a fixed reference voltage, regardless of how any voltage imbalance occurs. To ensure accurate voltage balancing, active circuits typically draw much lower levels of current in steady state and only require larger currents when the capacitor voltage goes out of balancing. These characteristics make active voltage balancing circuits ideal for applications that charge and discharge the EDLC frequently as well as those with a finite energy source such as a battery.
Reverse Voltage Protection
When series connected EDLC are rapidly discharged, the voltage on low capacitance value parts can potentially go negative. As explained previously, this is not desirable and can reduce the operating life of the EDLC. One simple way of protecting against reverse voltage is to add a diode across the capacitor,configured so that it is normally reverse bias. By using a suitably rated zener diode in place of a standar diode the EDLC can also be protected against overvoltage events. Care must be taken to ensure that the diode can withstand the available peak current from the power source.
Soldering Information
Excessive heat may cause deterioration of the electrical characteristics of the EDLC, electrolyte leakage or an increase in internal pressure. Follow the specific instructions listed below:
In addition
1.Do not dip EDLC body into melted solder.
2.Only flux the leads of the EDLC.
3.Ensure that there is no direct contact between the sleeve of the EDLC and the PC board or any other component. Excessive solder temperature may cause sleeve to shrink or crack.
4.Avoid exposed circuit board runs under the EDLC to prevent electrical shorts.
Manual Soldering
Do not touch the EDLC's external sleeve with the soldering rod or the sleeve will melt or crack. The recommended temperature of the soldering rod tip is less than 350℃ and the soldering duration should be less than 4 seconds. Minimize the time that the soldering iron is in direct contact with the terminals of the EDLC as excessive heating of the leads may lead to higher equivalent series resistance (ESR).
Wave Soldering
Use a maximum preheating time of 60 seconds for PC boards 0.8mm or thicker. Preheating temperature should be limited to less than 100℃.
Use the following table for wave soldering on leads only:
|
焊锡温度(℃) |
建议焊锡时间 |
最大焊接时间 |
|
220℃ |
7 |
9 |
|
240℃ |
7 |
9 |
|
250℃ |
5 |
7 |
|
260℃ |
3 |
5 |
Reflow Soldering
Do not use reflow soldering on EDLC using infrared or convection oven heating methods unless the EDLC is specifically rated to withstand reflow soldering temperature.
Ripple Current
Although EDLC have very low resistance in comparison to other supercapacitors, they do have higher resistance than aluminum electrolytic capacitors and are more susceptible to internal heat generation when exposed to ripple current. Heat generation leads to electrolyte decomposition, gas generation, increased ESR and reduced life time. In order to ensure long life time, the maximum ripple current recommended should not increase the surface temperature of the EDLC by more than 3℃.
Circuit Board Design
Avoid cleaning of circuit boards, however if the circuit board must be cleaned use static or ultrasonic immersion in a standard circuit board cleaning fluid for no more than 5 minutes and a maximum temperature of 60℃. Afterwards thoroughly rinse and dry the circuit boards. In general, treat EDLC in the same manner you would an aluminum electrolytic capacitor.
Long Term Storage
Do not store EDLC in any of the following environments:
1.High temperature and/or high humidity
2.Direct contact with corrosive materials, acids, alkalis or toxic gases
3.Direct exposure to sunlight
4.Dusty environment
5.Environment subject to excessive shock and/or vibration
Transportation Information
EDLC are non-regulated by the US DOT (Department of Transport) and IATA. The correct international shipping description is “Electronic Parts – Capacitors”.
Emergency Procedures
If an EDLC is found to be overheating or if you smell a sweet odor, immediately disconnect any power or load to the EDLC. Allow the EDLC to cool down, then dispose of properly. Do not expose your face or hands to an overheating EDLC. Contact the factory for a Material Safety Date Sheet if an EDLC leaks or vents.
If exposed to electrolyte:
Skin Contact: Wash exposed area thoroughly with soap and water.
Eye Contact: Rinse eyes with water for 15 minutes and seek medical attention.
ngestion: Drink milk/water and induce vomiting; seek medical attention.
General Safety Considerations
EDLC may vent or rupture if overcharged, reverse charged, incinerated or heated above 150℃. Do not crush, mutilate, nail penetrate or disassemble. High case temperature (burn hazard) may result from abuse of EDLC.
Disposal Procedures.
Do not dispose of unit in trash. Dispose of according to local regulations
Thermal Performance
Low internal resistance of the energy storage units enables low heat generation within the units during use. As with any electronic components the cooler the part operates the longer the service life. In most applications natural air convection should provide adequate cooling. In severe application requiring maximum service life some forced airflow may be required.
The thermal resistance, Rth of the units has been experimentally determined assuming free convection at ambient (-25℃). The Rth value provided on the data sheet is useful for determining the operating limits for the units. Using the Rth value a module temperature rise can be determined based upon any current and duty cycle.
△T = Dc*Rth*I2*Resr
I=AC/DC电流
The temperature rise can be expressed by the following equation:
△T = De*Rth*I2*Resr
Where:Dc=Duty Cycle
I=Current AC/DC(A)
Rth=Thermal Resistance(℃/W)
Resr=Equivalent Series Resistance,(Ohms)(DC value used)
1.Can be used as a rechargeable battery and ideal for backing up purpose.
2.Capable of several hundreds of thousands of charge/discharge cycles; free from throwaway disposal.
3.Does not contain toxic materials such as nickel and cadmium.

